Service 0512-58551978
Send Us E-mail [email protected]

3. The principle of deceleration
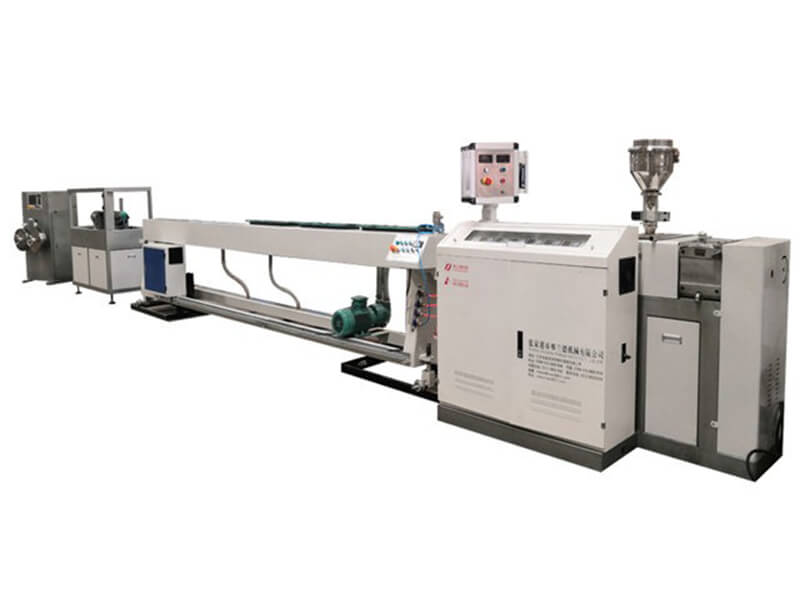
In most extruders, changes in screw speed are achieved by adjusting the motor speed. The motor usually spins at full speed around 1750rpm, but this is too fast for an extruder screw. If it is turned at such a fast speed, too much frictional heat is generated and the residence time of the plastic is too short to produce a uniform, well-stirred melt.
With the emergence and rapid development of computer technology, some new extruder control systems have been controlled by computers, and some auxiliary devices configured can also be omitted, such as instruments and other controllers in the temperature control system. And the computer takes all the readings and controls them. It can be foreseen that with the further development of computers and extruders, a large number of extrusion molding equipment will quickly use computers to control all processing parameters to achieve fully automatic control of extrusion molding.
4. The feed acts as a coolant
Extrusion is the transfer of energy from a motor—sometimes from a heater—to the cold plastic, thereby converting it from a solid to a melt. The input feed is cooler than the barrel and screw surface temperatures in the feed zone. However, the barrel surface in the feed zone is almost always above the plastic melting range. It cools by contact with the feed particles, but the heat is retained by the heat transferred back from the hot front and controlled heating. Even when front end heat is held by viscous friction and no barrel heat input is required, it may be necessary to turn on the back heater. The most important exception is the trough feeder, which is used almost exclusively for HDPE.
The screw root surface is also cooled by the feed and insulated from the barrel wall by the plastic feed particles (and the air between the particles). If the screw stops suddenly, the feed also stops, and the screw surface becomes hotter in the feed zone because the heat moves back from the hotter front. This may cause sticking or bridging of the particles at the roots.

We warmly welcome domestic and foreign customers to cooperate with us and achieve mutual success.






Suzhou ACC Machine Co., Ltd